
Hati-Hati! Jangan Asal Memasang Baut.
Category : Uncategorized
Pernahkah Anda mengalami kesusahan ketika mengencangkan atau mengendurkan baut?
Pernah mendengar istilah baut ‘selek’?
Bahkan kunci yang Anda gunakan untuk mengoperasi baut dan mur menjadi rusak. Sangat menjengkelkan bukan?
Nah, kali ini kita akan membagi sebuah artikel tentang pemutaran baut yang tepat.
Torsi yang Tepat
Jika anda tidak sadar bahwa pengencangan baut dengan torsi yang tepat sangatlah penting, coba anda pikirkan saat anda berkendara ke kantor hari ini. Apakah ban mobil/motor anda terlepas saat di jalan? Apakah ada bagian dari mesin yang terlepas saat berkendara dengan kencang? Kemungkinan besar adalah bagian-bagian tersebut tidak pernah terlepas. Alasannya adalah baut dan mur yang terpasang ada di gandar/as roda dan mesin, dipasang dengan torsi yang tepat sehingga mencegah baut dan mur lepas atau longgar. Ketika baut dan mur tidak dipasang dengan torsi yang tepat, mereka akan mudah haus dan cepat rusak. Kelalaian dalam memperhatikan torsi saat pengencangan akan menyebabkan kecelakaan fatal.
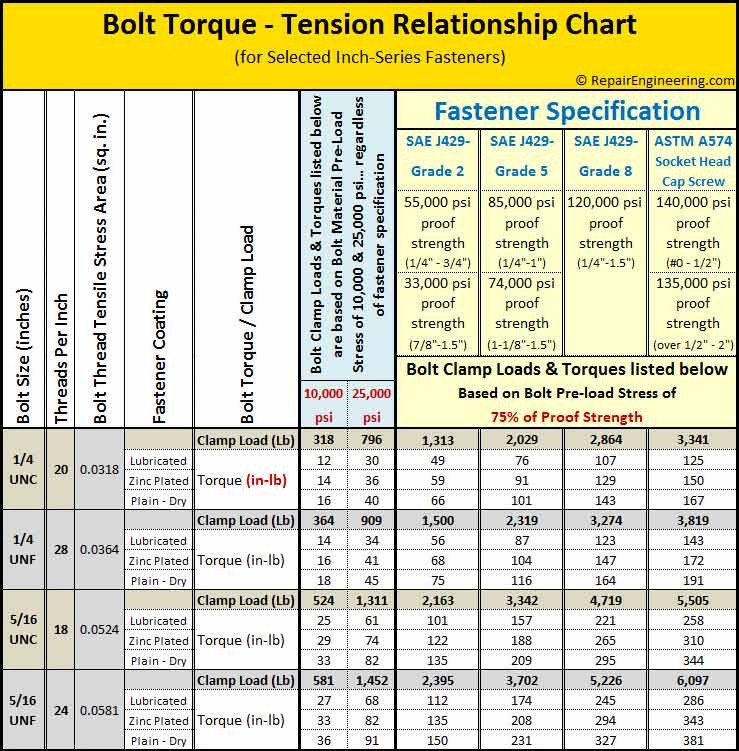
Gambar 1. Contoh Tabel Torsi yang diperlukan untuk tiap jenis
baut hexagonal (Sumber: repairengineering.com)
Torsi adalah energi rotational/gaya yang bekerja terhadap suatu benda yang menyebabkan benda tersebut berputar, dimana dipengaruhi oleh jarak antara titik gaya dengan sumbu putar. Torque Wrench, Torque Screwdriver adalah beberapa contoh alat yang dapat digunakan untuk memperhatikan besar torsi saat mengencangkan baut.
Namun, torsi bukan lah satu-satunya hal yang terpenting dalam hal terlepasnya baut. Material dasar baut, heat treatment, surface treatment, dan lainnya juga menjadi faktor yang sama pentingnya. Di Multi Baja barang kami sudah memenuhi standard internasional seperti DIN, JIS, ISO, dan sebagainya.

Gambar 2. Torque Wrench (Sumber: amazon.com)
Nord Lock Washer (Ring Plat Anti Getar)
Namun, jika baut yang dipasang ditempatkan di media yang sering bergetar, Multi Baja memiliki product yang cocok, yaitu Nord-Lock Washer. Nord-Lock Washer akan memberikan kekuatan tambahan dibanding ring plat biasa ataupun mur nylon sekalipun. Nord-Lock Washer sangat mudah diaplikasikan dan juga memberikan banyak keuntungan seperti menjaga baut agar tidak berputar, mendistribusikan muatan baut agar tidak mudah patah, tahan pada lingkungan korosif (terdapat berbagai macam material), dan lain sebagainya.





Recent Comments